











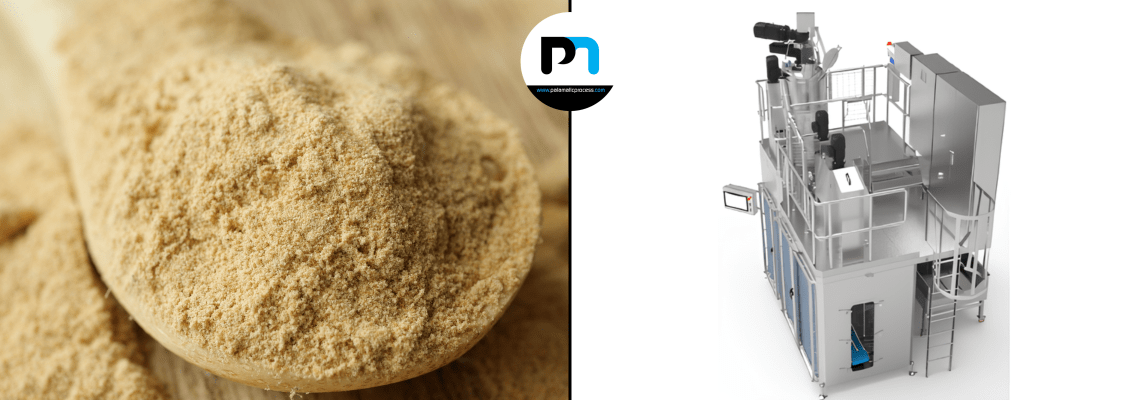
Polvos tratados: levadura deshidratada en forma de polvo fino y copos frágiles.
Línea de envasado higiénica NEP para levaduras sensibles.
Objetivos del cliente
Como parte de su estrategia de optimización industrial, un fabricante de levadura deshidratada (en polvo y en copos) buscaba reducir de forma significativa el tiempo dedicado a la limpieza de su línea de envasado. Anteriormente, dos operarios debían desmontar toda la línea para realizar una limpieza completa cada fin de semana. Este proceso requería 4 horas de trabajo el viernes y provocaba 2,5 días de parada de producción, lo que generaba importantes pérdidas operativas.
El producto, muy sensible a la humedad y a la proliferación bacteriana, requería condiciones de envasado que cumplieran con estándares higiénicos equivalentes a los del sector farmacéutico. La levadura debía empacarse inmediatamente después del secado, sin pasar por una etapa de almacenamiento. Evitar la retención de producto era esencial.
Requisitos técnicos clave
- Empaque automatizado multiformato (10, 15 y 25 kg): La línea debía permitir una producción flexible con cambios de formato rápidos, sin intervenciones manuales complejas ni desmontaje mecánico, garantizando alta productividad.
- Integración del sistema “bag-in-box” (bolsa dentro de caja de cartón): Para reducir riesgos de contaminación y asegurar protección mecánica de la bolsa durante el transporte y almacenamiento, el sistema debía incluir un cartoneado automático. Este formato secundario también ofrecía una presentación más higiénica y ergonómica, lista para uso industrial.
- Conservación de la textura de los copos: Dado que el producto es frágil, el proceso de llenado debía evitar la compactación y el calentamiento. Era fundamental que la dosificación fuese controlada y sin caída libre, para preservar la integridad física de los copos y garantizar una buena densidad.
- Sistema completo de limpieza in situ (CIP): La línea debía integrar un circuito de lavado automatizado con pre-enjuague, lavado alcalino, enjuague ácido y secado por aire caliente filtrado. El objetivo era reanudar la producción en un plazo máximo de 4 horas, sin humedad residual ni riesgo de contaminación cruzada.
- Alto nivel de contención: Para evitar la dispersión del polvo, proteger al personal y cumplir con los estándares de higiene, era necesario incluir sistemas de contención en cada etapa del proceso (manguitos de sellado, zonas cerradas, aspiración localizada).
- Control centralizado y trazabilidad integrada: Toda la línea debía ser automatizada y operada desde una interfaz ergonómica que permitiera la gestión de recetas, monitoreo de ciclos CIP, registro de datos de producción, alertas de mantenimiento y parámetros de calidad.
Solución propuesta por Palamatic Process
Palamatic Process diseñó e instaló una línea de envasado completamente higiénica, conectada directamente a la salida del secador. Esta configuración permitió el envasado inmediato, sin almacenamiento intermedio, preservando las propiedades del producto, especialmente su baja higroscopicidad.
El sistema se basa en una tecnología de llenado ascendente (bottom-up) adaptada para polvos frágiles. El llenado se realiza desde el fondo de la bolsa, siguiendo el nivel ascendente del producto, lo que evita la caída libre que podría dañar los copos o generar polvo. La estación de llenado incluye un sistema de desaireación y compactación progresiva que garantiza una densidad homogénea, buena estabilidad y volumen optimizado.
El equipo admite tres formatos de bolsa (10, 15 y 25 kg) y permite el cambio rápido sin necesidad de desmontaje. Para cumplir con el formato bag-in-box, se integró un transportador elevador que ajusta automáticamente su altura según el formato, asegurando una colocación controlada de la bolsa dentro de la caja, sin caída ni deformación, con trazabilidad del lote.
Toda la instalación fue diseñada para entornos higiénicos rigurosos. Aproximadamente 15 boquillas CIP están posicionadas en zonas críticas para permitir una limpieza automática completa. Estas boquillas están conectadas a una unidad de secado en circuito cerrado con filtración integrada, lo que permite reanudar la producción en menos de cuatro horas, sin humedad residual, lo cual es clave para evitar proliferación bacteriana.
El control se realiza mediante una interfaz HMI ergonómica que permite visualizar los ciclos CIP, las recetas de producto y bolsa, el historial de producción y los parámetros de calidad.
Equipos y beneficios de Palamatic Process
Sistema progresivo de llenado ascendente (bottom-up)
Tecnología que permite un llenado limpio y preciso sin dañar el producto. La bolsa se llena desde abajo, conforme sube el nivel del producto, lo que evita la caída libre, reduce la formación de polvo y mantiene la estructura de partículas frágiles.
El ritmo de llenado se adapta automáticamente al formato de la bolsa (10, 15 o 25 kg), optimizando los tiempos de ciclo. El sistema garantiza una precisión de ±20 g, asegurando consistencia, calidad y reducción de pérdidas.
Sistema de desaireación y compactación
La estación de llenado incorpora dos lanzas microperforadas introducidas en el núcleo del producto, conectadas a un generador de vacío de alto rendimiento.
Este sistema asegura una densidad uniforme sin afectar la estructura ni el tamaño de grano, especialmente importante para copos frágiles. Además, la desaireación mejora la estabilidad durante el transporte, evitando bolsas infladas o deformadas.
Transportador elevador para bag-in-box
Este transportador es fundamental para la transición del envasado primario al secundario, adaptándose a distintos tamaños de bolsa.
- Ajuste automático de altura: El transportador ajusta su posición vertical en tiempo real, según el peso y el tamaño de la caja (10, 15 o 25 kg), eliminando ajustes manuales.
- Colocación controlada sin caída: Las bolsas llenas se conducen a través de una tolva vertical directamente al fondo de la caja sin impacto. Esto conserva la forma, evita daños y garantiza una presentación uniforme e higiénica. Un sensor detecta automáticamente la presencia de la caja para evitar errores de ciclo.
- Modo doble: La línea puede funcionar tanto en modo bag-in-box como en envasado directo.
Unidad de limpieza CIP (Clean-In-Place)
La línea integra un sistema CIP completamente automatizado con boquillas fijas en las zonas críticas. El ciclo completo incluye pre-enjuague, lavado alcalino, enjuague ácido y secado con aire caliente filtrado (0,01 µm). Gracias a un soplador que suministra aire a 50 °C, la línea puede volver a operar 4 horas después del inicio de la limpieza, sin humedad residual.
Sistema de dosificación de tornillo vertical de alta precisión
El tornillo dosificador vertical con agitador integrado garantiza un flujo preciso y uniforme del producto, tanto en polvo fino como en copos. Su diseño evita la compactación y permite un flujo controlado, incluso con presencia de humedad residual.
El sistema es completamente desmontable, lo que facilita la inspección visual, la limpieza y el mantenimiento sin afectar la producción.
Detección, control de calidad y automatización
La línea está equipada con múltiples sistemas de control en línea para asegurar la conformidad en cada etapa del proceso:
- Detector de metales de alta sensibilidad,
- Controladora de peso dinámica (checkweigher) para verificación continua,
- Etiquetadora industrial para identificación de lotes,
- Transportador automático de rechazo para productos no conformes.
Estos dispositivos garantizan una trazabilidad completa, mayor seguridad alimentaria y control constante de los parámetros de calidad en cada ciclo de producción.
Integración completa
La línea está controlada por un PLC conectado a una interfaz OPC/UA, lo que permite una integración fluida con sistemas de supervisión compatibles con la Industria 4.0.
Toda la instalación está diseñada con protección IP69K en las zonas expuestas a limpieza a alta presión, garantizando robustez, durabilidad y máxima higiene en entornos industriales exigentes.

